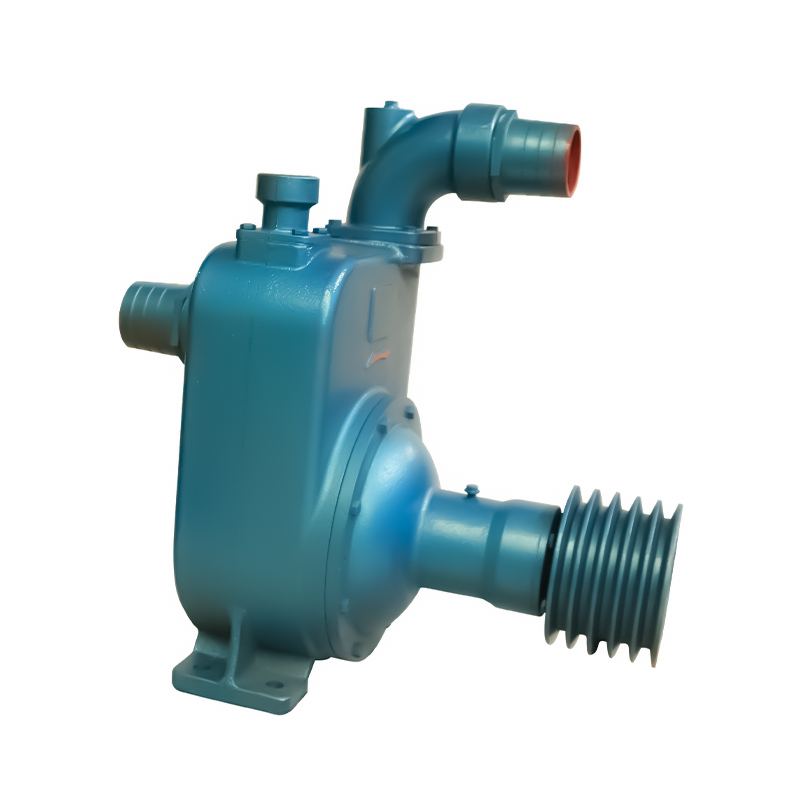
Nuestras bombas autocebantes representan una solución confiable y eficiente para diversas aplicaciones de manejo de fluidos en industrias como el tratamiento de agua, la construcción, el riego agrícola y el procesamiento químico. Diseñada para funcionar sin necesidad de cebado externo, esta bomba aprovecha la circulación interna para evacuar el aire de la tubería de succión y aspirar el líquido. La versatilidad y robustez de nuestras bombas autocebantes las convierten en un activo valioso para abordar diversos desafíos de bombeo.
Características clave:
Mecanismo autocebante eficiente
La capacidad de autocebado de nuestra bomba es una característica destacada, que le permite iniciar el proceso de bombeo sin depender de fluidos de cebado externos. Esta eficiencia agiliza las operaciones y mejora la productividad general.
Versatilidad en todas las industrias:
Nuestras bombas autocebantes encuentran aplicaciones en un espectro de industrias, incluido el tratamiento de agua, la construcción, el riego agrícola y el procesamiento químico. Su adaptabilidad lo convierte en una herramienta indispensable para abordar las necesidades de gestión de fluidos en diversos entornos.
Construcción robusta:
Diseñadas teniendo en cuenta la durabilidad, nuestras bombas autocebantes cuentan con una construcción robusta que garantiza longevidad y resistencia en entornos operativos desafiantes. Este diseño robusto contribuye a minimizar el tiempo de inactividad y los costos de mantenimiento.
Manejo de fluidos optimizado:
La bomba está diseñada para manejar diversos líquidos de manera eficiente, lo que garantiza un flujo continuo a través del sistema. Sus capacidades optimizadas de manejo de fluidos lo hacen adecuado para una amplia gama de requisitos de bombeo.
Facilidad de instalación:
Con características de diseño fáciles de usar, nuestras bombas autocebantes facilitan la instalación, lo que reduce el tiempo y el esfuerzo necesarios para la instalación. Esta simplicidad garantiza una integración fluida en los sistemas existentes.
Opciones de personalización:
Entendiendo que cada aplicación tiene sus desafíos únicos, ofrecemos opciones de personalización para adaptar nuestras bombas autocebantes a las necesidades específicas del cliente. Esta flexibilidad permite optimizar el rendimiento de la bomba en una variedad de configuraciones, asegurando que cumpla con los requisitos exactos de cada aplicación individual.
Operación energéticamente eficiente:
Priorizamos la eficiencia energética en nuestras Bombas Autoaspirantes, optimizando su rendimiento para minimizar el consumo eléctrico. Esto no solo reduce los costos operativos sino que también se alinea con prácticas sustentables y ambientalmente conscientes.
Requisitos de bajo mantenimiento:
Diseñadas teniendo en cuenta la simplicidad y la durabilidad, nuestras bombas autocebantes cuentan con bajos requisitos de mantenimiento. Este atributo se traduce en un menor tiempo de inactividad por mantenimiento y menores costos asociados durante la vida útil del producto.
Compatibilidad integral de fluidos:
El diseño de la bomba considera la compatibilidad con una amplia gama de fluidos, lo que la hace adecuada para manejar diversos tipos de líquidos que se encuentran en diferentes aplicaciones industriales.
Rendimiento confiable en entornos desafiantes:
Ya sea que se enfrente a condiciones climáticas adversas, fluidos abrasivos o escenarios operativos exigentes, nuestras bombas autocebantes ofrecen constantemente un rendimiento confiable. Esta confiabilidad contribuye a su estatus como una opción confiable en entornos desafiantes.
Solución rentable:
Al ofrecer un equilibrio entre rendimiento y costo, nuestras bombas autocebantes brindan una solución rentable para las necesidades de manejo de fluidos. La inversión inicial se justifica por su longevidad, eficiencia y bajos costos operativos.
En conclusión, nuestras bombas autocebantes representan una solución confiable y versátil para una amplia gama de industrias. Centrándose en la eficiencia, la durabilidad y la rentabilidad, esta bomba aborda los desafíos de manejo de fluidos que se encuentran en el tratamiento de agua, la construcción, el riego agrícola y el procesamiento químico. Su capacidad autocebante, su construcción robusta y su amplia compatibilidad con fluidos lo convierten en una opción para aplicaciones donde el rendimiento confiable es crucial. A medida que las industrias evolucionan y exigen soluciones de bombeo confiables, nuestras bombas autocebantes continúan demostrando su valor como un activo confiable y eficiente en la gestión de fluidos.
 英语
英语 俄语
俄语 西班牙语
西班牙语













 Correo electrónico:
Correo electrónico:
 Teléfono:+86-13605899207
Teléfono:+86-13605899207

